
Về các dòng băng tải góc cong, trước kia Băng Tải Việt Phát đã có bài hướng dẫn khá chi tiết về phân loại các dòng băng tải góc cong, liệt kê dòng băng tải góc cong nào sử dụng phổ thông nhất, đặc tính kỹ thuật và các điểm kỹ thuật cần chú ý khi thiết kế chế tạo. Bài viết này các bạn có thể tham khảo dưới đây:
Tham khảo thêm: Băng Tải Góc Cong – Các Điểm Kỹ Thuật Cần Chú Ý Khi Thiết Kế Chế Tạo Băng Tải.

Băng Tải Việt Phát chia sẻ với các bạn bài viết hướng dẫn các thiết kế băng tải góc cong 90 độ chạy dây băng tải PVC hoặc PU như dưới đây.

Băng tải góc cong sử dụng để chuyển hướng tải liệu tại một khúc quanh trong dây chuyền sản xuất, sử dụng nhiều nhất và phổ thông nhất là góc cong 90 độ, thứ tới là góc cong 180 độ. Rất hiếm khi sử dụng góc cong 30 độ hay 60 độ.
Các bạn tham khảo bài hướng dẫn thiết kế tất cả các dòng băng tải dưới đây.
Các dòng băng tải được hướng dẫn gồm: băng tải PVC, băng tải con lăn, băng tải cao su, băng tải lòng máng, băng tải xích nhựa, băng tải xích lưới, băng tải xích tấm…
Hướng dẫn thiết kế tổng quan toàn tập 100% các dòng băng tải
Băng tải góc cong thường thấy và sử dụng phổ thông có hai loại chính: băng tải góc cong con lăn và băng tải góc cong chạy dây băng tải PVC hoặc PU. Tải nặng sử dụng băng tải góc cong con lăn. Tải nhẹ sử dụng băng tải góc cong PVC. Với ngành thực phẩm tiếp xúc trực tiếp mặt băng tải và sản phẩm thực phẩm sử dụng băng tải góc cong PU.

Bài viết này Băng Tải Việt Phát hướng dẫn các bạn một số điểm thiết kế băng tải góc cong 90 độ chạy dây băng tải PVC hoặc PU. Trên thực tế, các công ty băng tải chuyên nghiệp thường hay… giấu nghề. Kể cả họ cung cấp bản vẽ để khách hàng duyệt, nhưng nếu khách hàng cầm bản vẽ đưa các công ty cơ khí phổ thông thiết kế băng tải, gần như 100% xác xuất sẽ phát sinh sự cố gia công do chưa có kinh nghiệm thiết kế sản xuất băng tải góc cong. Cách nhìn nhận vấn đề của Băng Tải Việt Phát khác thế. Chúng tôi nghĩ thị trường luôn đủ lớn để tất cả chúng ta cùng sống khỏe, sống vui, và nếu trục trặc kỹ thuật xảy ra chỉ vì thiếu vài gợi ý hoặc bí quyết nghề thì cũng đều gây tổn thất lớn và không đáng có cho tài nguyên chung của xã hội: tổn thất cho đơn vị cơ khí gia công, tổn thất cho khách hàng đặt hàng sử dụng, tổn thất thời gian sản xuất, nhân công, chi phí… Những tổn thất này hoàn toàn tránh được, sẽ không phát sinh khi các bạn thiết kế băng tải góc cong 90 độ để ý một số chi tiết thiết kế dưới đây:

-
Tại sao băng tải góc cong hay thiết kế trục côn 11 độ?
Thực chất, độ côn của trục ru lô có thể tùy biến theo người thiết kế, và phụ thuộc vô bản rộng của băng tải. Tuy nhiên, băng tải góc cong chạy dây băng tải PVC và PU thường ứng dụng cho các ngành công nghiệp nhẹ, bản rộng lọt lòng dây băng tải PVC hoặc băng tải PU chỉ từ 300mm tới 1.5m. Nhỏ hơn 300mm, người ta sử dụng băng tải xích nhựa chạy cong 882 K1000 có bản rộng chuẩn 254mm, dễ thiết kế chuẩn, chạy bền, êm, an toàn hơn PVC. Trên 1.5m thường phải tính toán kỹ vấn đề tải trọng. Băng tải PVC và PU không phải loại dây băng tải phù hợp với tải trọng rất nặng khi tải liệu.

Vậy nên, các nhà thiết kế băng tải nước ngoài sử dụng 11 độ để thế kế trục ru lô côn. Do nhiều người sử dụng thông số này, riết rồi thành một tiêu chuẩn chung. Tiêu chuẩn chung 11 độ này thuận tiện cho khách hàng sau này khi thay dây băng tải, vì các đơn vị cung cấp dây băng tải PVC và PU khi cắt dây băng tải cũng thường luôn có sẵn bản vẽ cho tiêu chuẩn 11 độ, không phải tính toán vẽ lại, khi gia công dây băng tải thay thế cho khách hàng vừa nhanh, vừa rẻ, tiết kiệm chi phí tính toán thiết kế. Và đặc biệt là ít phát sinh sai số kỹ thuật độ côn của dây băng tải và trục ru lô.

Vậy nên, khi các bạn thiết kế băng tải góc cong trục côn chạy dây băng tải PVC và PU, các bạn nên chủ động chọn độ côn cho trục ru lô là 11 độ. Thiết nghĩ chúng ta chả nên làm ngược thông lệ chung làm chi cho mệt, trừ khi các bạn muốn sau này khách hàng phải mua dây băng tải PVC hay PU thay thế hoài hoài từ các bạn. Tuy nhiên, Băng Tải Việt Phát không khuyến khích và ủng hộ cách làm này lắm.

-
Hệ thống bánh xe dẫn hướng một lớp hay hai lớp?
Tùy bản rộng lọt lòng dây băng tải và tải trọng tải liệu, chúng ta có thể chọn thiết kế bánh xe dẫn hướng biên băng tải một lớp hay hai lớp. Thường bản rộng lọt lòng dây băng tải từ 600mm trở xuống, chúng ta có thể sử dụng bánh xe dẫn hướng một lớp cho tiết kiệm chi phí sản xuất. Trên 600mm nên làm hai lớp. Dưới 300mm thì có thể không cần hệ thống bánh xe dẫn hướng, nhưng với bản rộng nhỏ thế này, chi phí vật tư không lớn, người ta hay sử dụng thiết kế băng tải xích nhựa chạy cong hơn như đã trình bày ở phần trên. Mã băng tải nhựa chạy cong 882 K1000 cho bản rộng 254mm, dưới đó có K750, K600, K450… cho các bản rộng tiêu chuẩn nhỏ hơn. Các bạn có thể điện thoại số 0912136739 để tìm tư vấn kỹ thuật chi tiết về các dòng băng tải xích nhựa chạy cong.


-
Tại sao trục ru lô nên làm mặt rám, không nên làm trục trơn?
Bản thân trong hệ thống băng tải chạy thẳng, các trục ru lô kéo và ru lô bị động băng tải nên làm rám mặt ru lô để tăng ma sát bám giữa mặt trục và mặt dưới dây băng tải. Trong băng tải góc cong, việc này càng quan trọng, vì ru lô trục côn, luôn có độ trượt ngược của dây băng tải dẫn tới hiện tượng tụt băng, sàng băng. Làm nhám mặt trục ru lô để tăng ma sát, hạn chế tối đa hiện tượng sàng băng cục bộ trên trục ru lô côn băng tải.
Hệ thống băng tải liên hợp chuyền tải thùng carton đựng thành phẩm kìm do Băng Tải Việt Phát thiết kế chế tạo cho khách hàng Kìm Nghĩa, trong đó có hai cụm băng tải góc cong 90 độ, một cụm là băng tải PVC xanh góc cong 90 độ, một cụm là băng tải con lăn truyền động góc cong 90 độ. Băng Tải Việt Phát lắp ráp và nghiệm thu tại nhà máy mới xây dựng của Công Ty Kìm Nghĩa. Trong video thể hiện cả hai công đoạn: công đoạn lắp ráp và công đoạn test truyền tải sản phẩm.
-
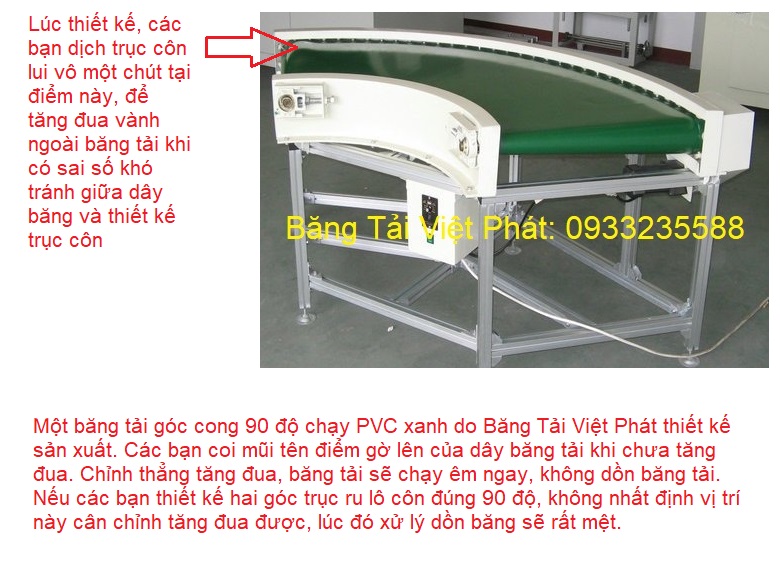
Tại sao hai trục ru lô không nên thiết kế 90 độ tuyệt đối?
Trên nguyên tắc, chúng ta thiết kế sản xuất trọn bộ băng tải góc cong 90 độ. Tuy nhiên, hầu hết chúng ta thiết kế và gia công sản xuất khung sườn, kết cấu cơ khí băng tải, còn dây băng tải PVC hay PU là nhập vật tư từ các nhà cung cấp dây băng tải. Không phải lúc nào thông số độ côn trục ru lô các bạn thiết kế gia công và dây băng tải PVC hay PU do nhà cung cấp cắt và nối ép cho các bạn đều tương thích hoàn toàn. Có ba phương pháp xử lý trường hợp thông số độ côn trục ru lô và dây băng tải không tương thích. Một là cắt ép lại dây băng. Hai là quấn nâng đường kính trục ru lô ở đầu lỏng dây băng. Ba là chỉnh tăng đua đầu lỏng dây băng. Rõ ràng phương án thứ ba tiện nhất, nhưng bạn sẽ không thể thực hiện khi bạn thiết kế hai trục ru lô đúng 90 độ. Nên từ kinh nghiệm của Băng Tải Việt Phát, các bạn nên thiết kế góc cong giữa hai trục ru lô nhỏ hơn 90 độ một chút, để có khoảng trống tăng đua căng dây băng tải, và thường phần làm lệch sẽ nằm ở ru lô bị động cùng kết cấu tăng đua sử dụng gối bạc đạn dòng UCT. Các bạn tham khảo cách sử dụng gối bạc đạn trong thiết kế băng tải tại đây: CÁCH SỬ DỤNG GỐI BẠC ĐẠN TRONG THIẾT KẾ BĂNG TẢI.
Ngoài lề: Băng Tải Việt Phát có cả xưởng băng tải PVC và xưởng cơ khí gia công băng tải, nên thường trục trặc này không xảy ra bao giờ với Băng Tải Việt Phát. Các bạn có thể liên hệ Băng Tải Việt Phát để đặt thiết kế gia công băng tải góc cong, hoặc đặt mua dây băng tải cong PVC và PU.
Trên đây là một số điểm hướng dẫn chia sẻ của Băng Tải Việt Phát về thiết kế băng tải góc cong. Các phần còn lại chỉ thuần túy thiết kế cơ khí, các bạn có thể chủ động thiết kế. Cần tư vấn thêm về kỹ thuật có thể liên lạc với Phòng Kỹ Thuật Băng Tải Việt Phát, hotline: 0933235588. Đặt mua dây băng tải PVC và dây băng tải PU cho cả thiết kế mới hay thay thế, các bạn liên hệ Phòng Kinh Doanh Băng Tải Việt Phát, hotline: 0912136739 – 0898120039.
Các bạn có thể tham khảo thêm nhiều bài viết chia sẻ kiến thức kỹ thuật khác về ngành băng tải của Băng Tải Việt Phát tại link: CHIA SẺ KIẾN THỨC KỸ THUẬT NGÀNH BĂNG TẢI
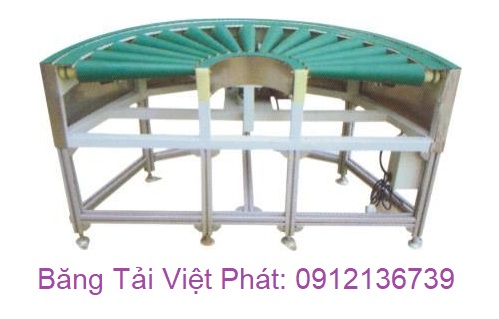
Nghiệm thu băng tải góc cong do Băng Tải Việt Phát sản xuất tại nhà máy khách hàng
Các địa chỉ liên hệ trực tiếp Băng Tải Việt Phát:
Địa chỉ văn phòng: 134 Trương Công Định, Phường 14, Quận Tân Bình,Thành phố Hồ Chí Minh
Địa chỉ kho hàng 1: 127/31 Ba Vân, Phường 14, Quận Tân Bình, Thành phố Hồ Chí Minh
Địa chỉ kho hàng 2: 67 Nguyễn Quang Bích, Phường 13, Quận Tân Bình, Thành phố Hồ Chí Minh
Địa chỉ xưởng gia công 1: Xưởng Cơ Khí Việt Phát, 179 Nguyễn Văn Tiên, Khu Phố 9, Phường Tân Phong, Biên Hòa, Đồng Nai
Địa chỉ xưởng gia công 2: Xưởng Cơ Khí Việt Phát, 84 Nguyễn Thị Bảy, P. Tân Hiệp Thành, Q. 12, Thành phố Hồ Chí Minh
